

OEM производители резервуаров под давлением
Когда ищешь OEM-производителя для резервуаров под давлением, часто сталкиваешься с двумя крайностями: либо компании предлагают шаблонные решения без учёта специфики, либо настолько усложняют процесс, что проект затягивается на месяцы. В Шаньдун Шуй Лонг Ван Новые энергетические технологии мы через это прошли — и сейчас я объясню, как избежать типичных ошибок при заказе OEM-производства.
Почему OEM — это не просто 'сборка по чертежам'
Многие заказчики до сих пор считают, что OEM производители резервуаров под давлением работают как фабрики-автоматы: дал техзадание — получил готовый продукт. В реальности всё иначе. Возьмём наш опыт с модификацией резервуаров для северных регионов. Когда к нам обратились из нефтегазовой компании с запросом на партию ёмкостей для хранения сжиженного газа, мы столкнулись с необходимостью пересмотреть стандартную схему армирования. ГОСТы — это хорошо, но они не учитывают особенности транспортировки по зимникам при -45°C.
Пришлось экспериментировать с толщиной стенки в зоне патрубков — увеличили на 1,5 мм, хотя это и выходило за рамки изначального расчёта. Инженеры спорили неделю, пока не провели испытания на циклическое замораживание. Оказалось, без этого дополнения ресурс соединений снижался на 30%.
Кстати, о материалах. Китайская сталь марки Q345R — частый выбор для бюджетных решений, но для агрессивных сред мы настоятельно рекомендуем добавлять легирующие элементы. Как-то раз сэкономили на этом — через полгода заказчик прислал фото трещин в зоне сварных швов. Пришлось переделывать всю партию за свой счёт.
Как мы в Шаньдун Шуй Лонг Ван выбираем технологии сварки
Автоматическая сварка под флюсом — стандарт для цилиндрических секций, но для сложных узлов перешли на ручную аргонодуговую. Да, дороже, но зато визуальный контроль каждого шва позволяет избежать пор, которые потом вылезают при гидроиспытаниях. Помню, как на одном из объектов в Казахстане приёмка застопорилась из-за микроскопических свищей, невидимых без просвечивания.
Сейчас внедряем систему неразрушающего контроля с ультразвуковым сканированием — оборудование дорогое, но дешевле, чем компенсировать простой объекта из-за дефектного резервуара. Кстати, это тот случай, когда OEM производители резервуаров под давлением должны инвестировать в диагностику, а не перекладывать риски на заказчика.
Особенно сложно с комбинированными ёмкостями, где есть и стальные, и композитные элементы. Для химической промышленности часто требуются внутренние покрытия — например, пураловые напыления. Технология нанесения критична: если не выдержать температуру сушки, покрытие отслаивается чешуйками уже при первом цикле нагрева.
Ошибки проектирования, которые дорого обходятся
Типичная история: заказчик присылает чертёж без учёта монтажных нагрузок. Разрабатывали как-то резервуар для котельной — всё по расчётам, но не учли вибрации от соседнего оборудования. При монтаже лопнули кронштейны крепления. Хорошо, заметили до запуска.
С тех пор всегда требуем данные о соседних системах — насосы, компрессоры, даже ветровые нагрузки для наружных установок. Это кажется мелочью, но разница в толщине стенки всего в 2 мм может увеличить срок службы на 15-20%.
Ещё один нюанс — тепловое расширение. Для паровых котлов проектировали ёмкость с температурным режимом до 300°C. Рассчитали компенсаторы стандартные, но при первом же тестовом запуске получили деформацию патрубков. Пришлось экстренно добавлять сильфонные компенсаторы — без них вся конструкция пошла бы 'волной'.
Почему географическое положение завода имеет значение
Наш завод в Шаньдуне изначально ориентирован на экспорт — порт Циндао в 3 часах езды, что снижает логистические расходы. Но важнее даже не это, а доступ к материалам. В радиусе 200 км — сталепрокатные комбинаты и производители комплектующих. Это значит, что при необходимости срочно заменить партию бракованных фланцев мы делаем это за 2-3 дня, а не ждём месяц морской доставки.
Для OEM производителей резервуаров под давлением цепочка поставок — это как кровеносная система. Однажды сорвались сроки из-за того, что поставщик уплотнителей из другой провинции не успел к отгрузке. Теперь все критичные компоненты храним на складе подконтрольных фабрик.
Климат тоже влияет. В нашем регионе умеренная влажность — это плюс для хранения металлопроката. Коллеги с юга Китая постоянно борются с коррозией заготовок, даже в крытых ангарах.
Специфика работы через shuilongwang.ru
Наш сайт shuilongwang.ru изначально создавался не для маркетинга, а как инструмент для техников. Поэтому там вы не найдёте глянцевых картинок — вместо этого есть раздел с типовыми расчётами толщины стенки и подбора материалов. Часто заказчики присылают запросы прямо через калькулятор — это экономит время на первичное обсуждение.
Недавно добавили функцию загрузки 3D-моделей — инженеры могут сразу оценить сложность узлов. Кстати, благодаря этому сократили количество итераций при проектировании на 40%. Раньше уходило 5-7 уточнений, сейчас чаще всего хватает двух.
Для российских заказчиков сделали отдельную ветку поддержки с инженерами, которые работали на объектах в Сибири — они понимают, что значит 'монтаж при -35°C' и как это влияет на допуски.
Что изменилось после серии неудачных контрактов
Был период, когда мы брали заказы любой сложности — хотели охватить все ниши. Закончилось это тем, что приняли проект по резервуарам для геотермальных станций без должного опыта. Не учли химический состав теплоносителя — через полгода эксплуатации появились точечные коррозионные поражения.
Теперь у нас чёткое правило: если технология новая, сначала делаем тестовый образец и проводим ускоренные испытания. Да, это увеличивает сроки на 2-3 недели, но зато избегаем рекламаций.
Ещё один урок — не полагаться только на сертификаты поставщиков. Теперь каждый партия металла проверяется в нашей лаборатории. Обнаружили как-то вроде бы сертифицированную сталь с примесями меди выше нормы — могли бы привести к межкристаллитной коррозии.
Перспективы и то, над чем ещё работаем
Сейчас экспериментируем с гибридными конструкциями — стальной корпус с композитными обечайками. Пока не всё гладко: проблемы с разным коэффициентом теплового расширения материалов. Но если получится, вес резервуара снизится на 25% без потери прочности.
Для энергетического сектора разрабатываем модульные решения — чтобы на объекте можно было собирать ёмкости как конструктор. Уже есть успешный кейс для солнечной электростанции, где собрали хранилище теплоносителя за 10 дней вместо планируемых 25.
Главное, что поняли за годы работы: OEM производители резервуаров под давлением должны быть не исполнителями, а партнёрами. Когда заказчик присылает техзадание с пометкой 'сделайте как знаете' — это высшая степень доверия, но и ответственность двойная. Поэтому всегда предлагаем альтернативы, если видим потенциальные риски — даже когда это удорожает проект.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 уравнительный бак
уравнительный бак -
 Деаэратор губчатого железа
Деаэратор губчатого железа -
 Термопленочный деаэратор
Термопленочный деаэратор -
 Генератор озона
Генератор озона -
 Резервуар для хранения холода
Резервуар для хранения холода -
 Пластинчатый теплообменник
Пластинчатый теплообменник -
 Блок подачи воды постоянного давления
Блок подачи воды постоянного давления -
 Теплообменник:Инструменты для теплообмена для промышленного и бытового применения
Теплообменник:Инструменты для теплообмена для промышленного и бытового применения -
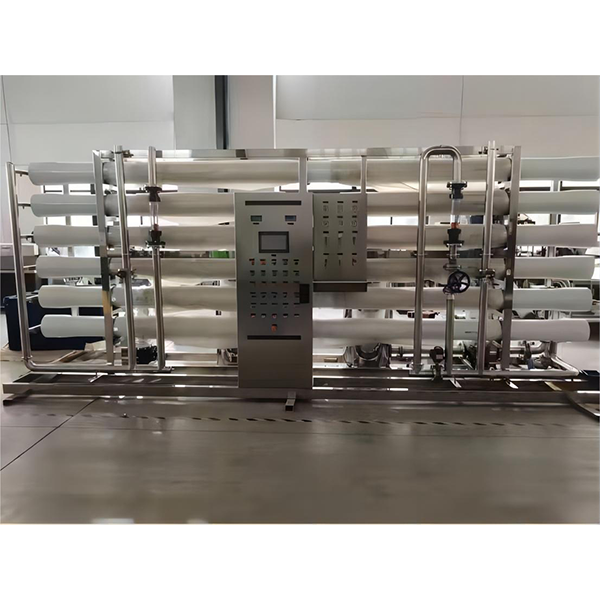
 Оборудование для очистки воды методом обратного осмоса
Оборудование для очистки воды методом обратного осмоса -
 Деаэратор сверхчистой воды нормальной температуры для электронной промышленности
Деаэратор сверхчистой воды нормальной температуры для электронной промышленности -
 Прядильный мембранный деаэратор
Прядильный мембранный деаэратор -
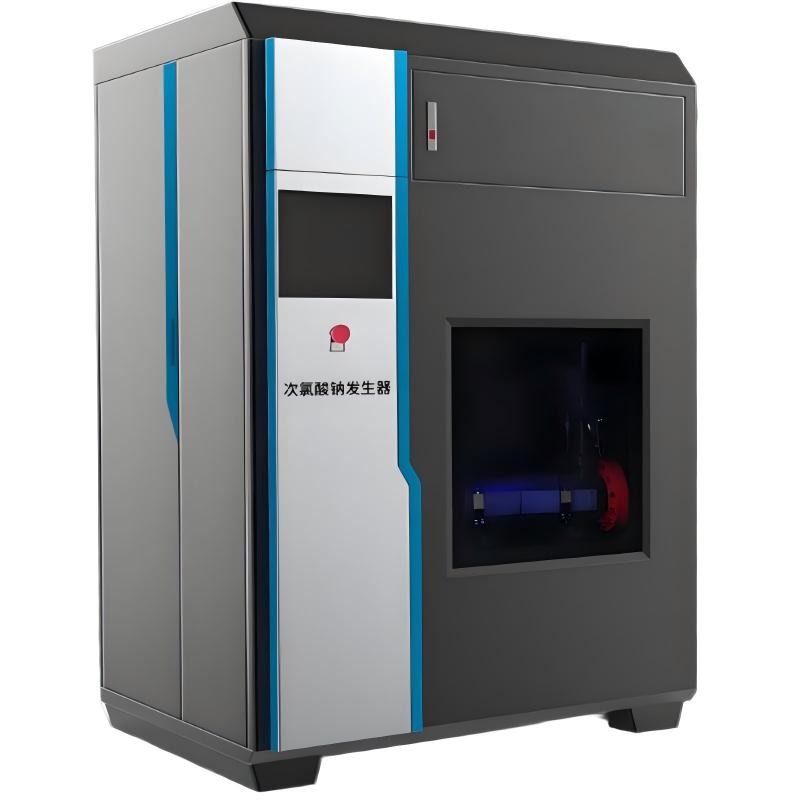 Генератор гипохлорита натрия
Генератор гипохлорита натрия
Связанный поиск
Связанный поиск- скидка Электролитический генератор гипохлорита натрия
- Ведущие страны-покупатели Китая для дегазации воздуха и пополнения воды под давлением
- Теплообменная станция
- купить Оборудование для очистки воды
- дешево Высокоскоростная турбинная мешалка-дозатор с центральной трубкой
- Теплообменник с винтовыми пластинами
- Оптовые производители систем макияжа под давлением
- сертификат Составной генератор диоксида хлора
- Производители резервуаров под давлением
- Ведущие производители автоматических стационарных гидрантов давления и выхлопных устройств