

Отличный завод теплообменника оребренной трубки
Когда говорят про отличный завод теплообменника оребренной трубки, многие сразу представляют идеальные линии и безупречные процессы. Но на деле даже у лучших производителей бывают сложности с калибровкой ребер или подбором сплавов для агрессивных сред. В Шаньдун Шуй Лонг Ван Новые энергетические технологии мы через это прошли — и сейчас я поясню, где мифы, а где реальные решения.
Что скрывается за 'отличным' производством
Начну с банального, но важного: не каждый завод, выпускающий оребренные теплообменники, действительно контролирует геометрию ребра на уровне микрон. У нас в Shandong Water Dragon King случались партии, где припуск на ребрах превышал допустимые 0,1 мм — и это выяснялось только при тестах на вибрационную стойкость. Пришлось пересматривать весь техпроцесс, особенно этап насадки ребер на трубку.
Кстати, о материалах. Медь-алюминиевые комбинации — это классика, но для химических производств часто требуется нержавеющая сталь с антикоррозионным покрытием. Мы пробовали разные варианты, включая биметаллические сборки, и убедились: если ребро плохо обжато, через полгода в зазоре начинается межкристаллитная коррозия. Так что 'отличный' — это не про идеальные чертежи, а про долговечность в реальных условиях.
Еще один нюанс — пайка. Автоматическая линия — это хорошо, но если флюс не полностью удаляется из межреберного пространства, то в средах с аммиаком или сероводородом гарантированы точечные протечки. Пришлось разработать многоступенчатую промывку с контролем pH на выходе. Такие детали редко обсуждаются в каталогах, но именно они определяют, будет ли теплообменник работать на морских платформах или в химцехах.
Оборудование и его ограничения
Наш завод в Shandong Water Dragon King изначально делал ставку на немецкие станки для накатки ребер. Но оказалось, что для тонкостенных трубок (менее 0,8 мм) нужна доработка подающих механизмов — иначе появляется разнотолщинность. Пришлось комбинировать европейское оборудование с японскими контроллерами точности. Это дорого, но иначе не добиться равномерного теплосъема.
Особенно сложно с U-образными теплообменниками. При гибке оребренной трубки часто деформируются крайние ребра, и это снижает эффективность на 5-7%. Мы тестировали разные радиусы гиба и в итоге пришли к прецизионным оправкам с поддержкой ребра по всей длине. Но даже сейчас для заказчиков с жесткими вибронагрузками (например, для судовых систем) мы рекомендуем сборные блоки вместо гнутых — хоть и дороже, но надежнее.
И да, тестирование. Многие производители ограничиваются опрессовкой воздухом, но мы добавили термографический контроль под нагрузкой. Как-то раз на теплообменнике для системы рекуперации увидели локальный перегрев в третьем ряду — оказалось, брак при пайке коллектора. Если бы отгрузили как есть, через месяц бы клиент вернул с жалобой на падение КПД.
Типичные ошибки при проектировании систем
Часто заказчики просят 'сделать как у всех' — например, стандартный шаг ребра 2,5 мм. Но если в системе есть пульсация давления (допустим, от поршневых компрессоров), такой шаг быстро забивается вибропылью. Для таких случаев мы предлагаем переменный шаг или асимметричное оребрение — но это требует индивидуальных расчетов.
Еще одна история — выбор ориентации теплообменника. Как-то поставили блок с горизонтальными трубками для выпарного аппарата, а через три месяца получили рекламацию: конденсат не стекал, а накапливался в нижних трубках, вызывая гидроудары. Пришлось переделывать на вертикальную компоновку с каплеуловителями. Теперь всегда уточняем динамику потоков на объекте.
И конечно, чистка. Ребристые теплообменники сложно обслуживать, если не предусмотреть ревизионные люки или зоны для ROBOCLEAN. Мы в Shandong Water Dragon King даже разработали модульную систему съемных кассет — дороже на 15%, но зато клиенты экономят на обслуживании. Особенно востребовано в ЦБК и пищевой промышленности, где есть риск обрастания.
Реальные кейсы и адаптации
Для газовой компрессорной на Сахалине делали теплообменники с оребрением из AL-FIN биметалла. Проблема была в том, что заказчик хотел использовать морскую воду для охлаждения. Пришлось добавить катодную защиту и покрытие на основе эпоксидных смол — стандартные варианты не подходили из-за высокой эрозии.
А вот для фармацевтического завода в Подмосковье потребовались теплообменники с гладкой финишной обработкой ребер (чтобы избежать накопления микроорганизмов). Использовали электрополировку после накатки — и увеличили межконтрольный интервал промывки с 3 до 8 месяцев. Кстати, такие нюансы не всегда есть в ГОСТах, приходится опираться на отраслевые рекомендации.
Был и курьезный случай: для системы вентиляции метро поставили теплообменники с алюминиевыми ребрами, но забыли уточнить состав воздуха. Оказалось, в тоннелях высокая концентрация сернистых соединений — через полгода ребра начали разрушаться. Пришлось экстренно менять на медные с защитным лаком. Теперь в анкете заказа всегда спрашиваем про химический анализ сред.
Перспективы и текущие вызовы
Сейчас много говорят про аддитивные технологии, но для серийных оребренных теплообменников 3D-печать пока нерентабельна. Мы в Shandong Water Dragon King экспериментировали с лазерным наплавлением ребер на трубки — получается точнее, но себестоимость в 2,3 раза выше. Возможно, для аэрокосмической отрасли это вариант, но для ТЭЦ или нефтехимии — нет.
Зато прорывом стала автоматизация подбора типоразмеров. Раньше инженеры тратили недели на расчеты, а теперь на нашем сайте shuilongwang.ru можно за 10 минут получить варианты компоновок под конкретные параметры. Конечно, для нестандартных задач все равно нужны ручные расчеты, но 70% запросов закрываются автоматически.
И все же главный вызов — это баланс между ценой и ресурсом. Некоторые конкуренты предлагают 'упрощенные' версии с уменьшенной площадью ребер — мол, для южных регионов подойдет. Но мы всегда предупреждаем клиентов: такой теплообменник не выдержит пиковых нагрузок зимой. Лучше немного переплатить, чем потом менять всю систему. В этом, пожалуй, и есть суть 'отличного' завода — не гнаться за дешевизной, а считать жизненный цикл оборудования.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Термопленочный деаэратор
Термопленочный деаэратор -
 Пластинчатый теплообменник
Пластинчатый теплообменник -
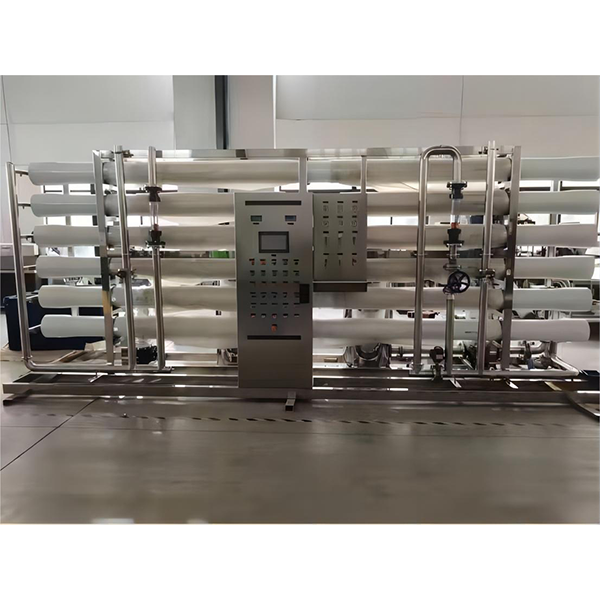 Устройство для очистки воды методом обратного осмоса
Устройство для очистки воды методом обратного осмоса -
 Генератор озона
Генератор озона -
 Мембранный деаэратор нормальной температуры
Мембранный деаэратор нормальной температуры -
 Объемный теплообменник
Объемный теплообменник -
 Резервуар для хранения холода
Резервуар для хранения холода -
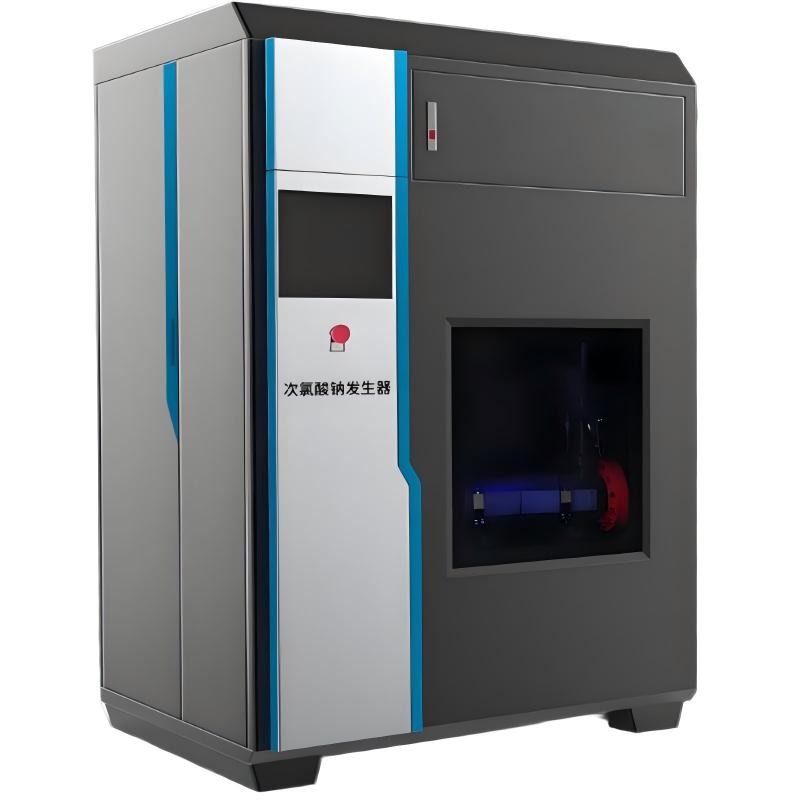 Генератор гипохлорита натрия
Генератор гипохлорита натрия -
 Самоочищающийся фильтр
Самоочищающийся фильтр -
 Оборудование для подачи воды без отрицательного давления
Оборудование для подачи воды без отрицательного давления -
 Устройство для сбора конденсата
Устройство для сбора конденсата -
 Деаэратор губчатого железа
Деаэратор губчатого железа
Связанный поиск
Связанный поиск- Ведущие производители двухсильфонных теплообменников
- OEM Машина для очистки и обеззараживания воды
- сертификат Высокоскоростная турбинная мешалка-дозатор с центральной трубкой
- сертификат Резервуар для воды из армированного стекловолокном пластика
- Ведущие ведущие покупатели теплообменников с оребренной трубкой
- Купить Воздухонагреватель Цены
- оптом Высокоскоростное турбинное смесительное оборудование для дозирования по центральной трубе
- Установка для очистки воды RO
- Дешевые закрытый тип расширительный бак основные страны покупателя
- Отличные производители установок для макияжа под постоянным атмосферным давлением